Bevestigingsmiddels behoort tot algemene basiese dele, gewoonlik ook genoem "standaardonderdele".Vir sommige hegstukke met hoë sterkte en akkuraatheid is oppervlakbehandeling selfs belangriker as termiese behandeling.Alle soorte hegstukke wat in 'n groot aantal meganiese toerusting gebruik word, moet byna almal saamgestel word na oppervlakbehandeling, om teen-korrosie, versiering, slytasieweerstand te bereik, wrywingskoëffisiënt en ander effekte te verminder, en anorganiese oppervlakbehandeling elektrogalvanisering en warm galvanisering is 'n katodiese beskerming coating tegnologie.
Die beginsel van elektrogalvanisering van staalbevestigingsprodukte is die gebruik van elektrolise, die vorming van eenvormige, digte, goed gekombineerde metaal- of legeringslaag op die oppervlak van die werkstuk, die vorming van 'n laag laag op die staaloppervlak, ten einde bereik die beskerming van staalkorrosieproses.Daarom is elektrogegalvaniseerde deklaag 'n rigtingbeweging van die positiewe elektrode na die negatiewe elektrode deur stroom te gebruik.Zn2+ in die elektroliet word kernvormig, gegroei en op die substraat neergesit onder die werking van potensiaal om 'n gegalvaniseerde laag te vorm.In hierdie proses is daar geen diffusieproses tussen sink en yster nie.Van mikroskopiese waarneming moet dit 'n suiwer sinklaag wees.In wese, warm gegalvaniseerde yster-sink legering laag en suiwer sink laag, en gegalvaniseerde slegs 'n laag van suiwer sink laag, so, met yster-sink legering laag van die laag is hoofsaaklik gebaseer op die identifikasie van die coating metode, geskik vir gegalvaniseerde hegstukke, staaldraad, staalpyp en ander produkte.Metallografiese metode en XRD metode word gebruik om die deklaag op te spoor om elektrogalvanisering en warm galvanisering te onderskei, en om leiding te gee vir mislukkingsanalise.
Daar is twee metodes om elektrogalvanisering en warm galvanisering deklaag te identifiseer.Een is die metallografiese metode: die metallografiese metode word nie beperk deur die inhoudreeks en monstergrootte nie, en is geskik vir alle elektrogalvaniserings- en warmgalvaniseringsprodukte.Die ander een is X-straaldiffraksiemetode: van toepassing op die deursnee van meer as 5 mm plateringsboute en moere in die seskantige vlak;Die buitenste deursnee is groter as 8 mm staal pyp oppervlak radian produkte, om te verseker dat die monster kan gemaak word in die minimum grootte van 5 mm × 5 mm oppervlak plat monster, en alle soorte coating produkte.Kan die kristalstruktuur van die laaginhoud ≥5% fase bevestig.Monsters met baie dik suiwer sinkneerslae is nie geskik vir X-straaldiffraksie nie.
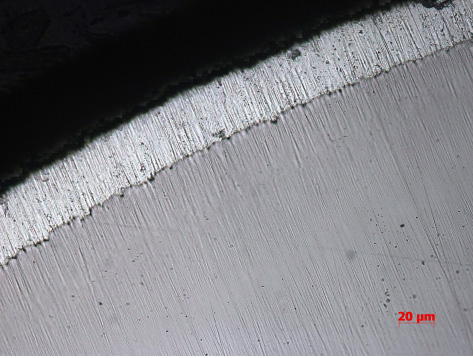
elektrogalvanisering

warm galvaniserende bedekkings
Postyd: 15-Sep-2022